关键词 |
漯河数控编程培训,数控编程培训正规机构,数控编程培训滚动开班,数控编程培训报价 |
面向地区 |
闫工鼓励学员树立坚持、积极、乐观的价值观念,帮助学员实现自我激励、自我管理和人际沟通,成为爱国爱家、自信果敢的时代人才。闫工秉承“实践教育资源共享,推进教育均衡化进程”,精心打造并推出实操体验式培训与内训课程为一体的课程套餐,全面性的提高学员的个人综合素质能力和团队协作能力。
师资优势:
所有教师都是十多年一线实战经验的的老工程师,并且全部都是全职,都是机构的创始人,避免了混日子的现象,闫工的所有教师都希望学员在短的时间内学到实用的技术。
技术优势:
以工厂实战技术为主,确保教学质量,直击要点、,确保学员尽早熟悉企业工作内容。
服务优势:
老师会根据每个学员的基础确定学员的教学方案,避免浪费学员的时间、精力。随到随学。毕业后,无论是技术、生活、创业上的困难,都可以通过闫工平台解决问题。
在进行数控加工时,根据零件的加工精度、刚度和变形等元素来划分工序时,应遵循粗、精加工分开则来划分工序,即先粗加工全部完成之后再进行半精加工、精加工。对于某一加工表面,应按粗加工半精加工精加工顺序完成。粗加工时应当在加工质量、刀具耐用度和机床夹具刀具工件工艺系统的刚性所允许的条件下,充分发挥机床的性能和刀具切削性能,尽量采用较大的切削次数得到精加工前的各部余量尽可能均匀的加工状况。
按加工部位相对于对刀点的距离大小而言,在一般情况下,离对刀点近的部位先加工,离对刀点远的部位后加工,以便缩短刀具移动距离,减少空行程时间。对于车削而言,先近后远还有利于保持胚件或半成品的刚性,改善其切削条件。
对于既有铣平面又有镗孔的零件的加工中,可按先铣平面后镗孔顺序进行。因为铣平面时切削力较大,零件易发生变形,先铣面后镗孔,使其有一段时间恢复,待其恢复变形后再镗孔,有利于孔的加工精度,其次,若先镗孔后铣平面,孔口就会产生毛刺、飞边,影响孔的装配。
模具设计学习可以分为4个阶段:软件操作,模具结构,设计步骤,设计思维。
UG软件操作:步是基础,也是要掌握的。这个是要熟练操作熟悉的,一步步学,打好UG软件扎实的基础,后面才不会掉链子。
模具结构:这是重中之重的知识,有很多小白就是困惑在这里,不懂结构,一副活生生的模具在这里,知道是模具,拆开就不知道什么是什么,那件怎么装配,钳工也做不好。还谈什么吗设计啊。所以知道结构,起码知道哪个部件是什么作用,才有可能去设计的。
设计步骤:这个就需要点门槛了,因为如果没有亲身指导的话很难入门的,有些大学生的课堂,你们的老师可能是师范学校出身,没有亲自进入工厂从事过设计工作,所以传授给你的更多是书本理论经验。所以现在看看刚毕业的大学生,能自己分模就已经很好了。正因如此,社会中出现了各种机构培训,不管是网络培训还是实地工作室培训到处都是。应该说是给我们了一个很好的学习平台,我们不必反感,无论他们是出于利益还是处于教学的目的,他们都给了我们一个渠道快速掌握知识的渠道。因为没有哪个人除非自己亲戚,除了这个,就连非常熟悉的人你师傅也没义务一步步教你怎么去做,那些非常小的细节。至于培训结果如何,这所有的事情其实都看自己的,你要学才能学好,你去学才能学会。
设计思维:这个就是后话了,需要熟练掌握设计以后才会有自己的思维出现。
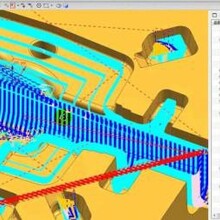
切削加工中,为了大限度地提高加工质量和重复精度,正确地选择和确定合适的刀具,对于一些具有挑战性的高难度加工,刀具的选择尤其重要。
CAD/CAM 系统通过在高速摆线刀具路径中控制吃刀弧长,而获得的切削精度。当铣刀切入转角或切入其它复杂几何形状时,吃刀量也不会增大。为了充分利用这种技术进步,刀具制造商设计开发了的小直径铣刀。小直径铣刀通过采用高速刀具路径,能在单位时间内切除更多工件材料,获得更高的金属去除率。
在加工时,刀具与工件表面接触过多,容易导致刀具很快失效,一种有效的经验法则是:使用直径约为工件窄部位尺寸1/2 的铣刀。当铣刀半径小于工件窄部位尺寸时,刀具就有左右移动的空间,并能获得小的吃刀角度。铣刀可以采用更多的切削刃和更高的进给率。此外,采用直径为工件窄部位尺寸1/2 的铣刀时,可以保持较小的吃刀角度,且在刀具转向时也不会增大。

河南本地数控编程培训热销信息